ステンレスタンク・フィルター
ハウジング製作事例
圧力容器・タンクの長手、周溶接開先指示変更による品質向上
- TOPページ
- 設計改善事例(VA・VE事例)
- 圧力容器・タンクの長手、周溶接開先指示変更による品質向上

圧力容器・タンクの長手、周溶接開先指示変更による品質向上
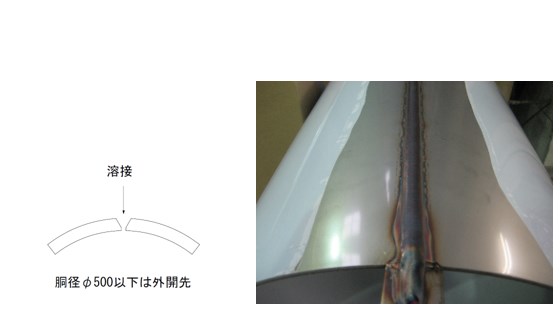
胴径がφ500以下のステンレス圧力容器やステンレスタンクの胴部の設計を行う場合は、圧力容器、タンクの仕様上可能ならば周溶接部について、外開先の指示を行うことで安定した製作が可能となります。溶接姿勢や溶接条件を安定して圧力容器、タンクの製作を行うことができるため、製品品質の安定、製作リードタイムの短縮を実現することができます。
この提案事例のポイント
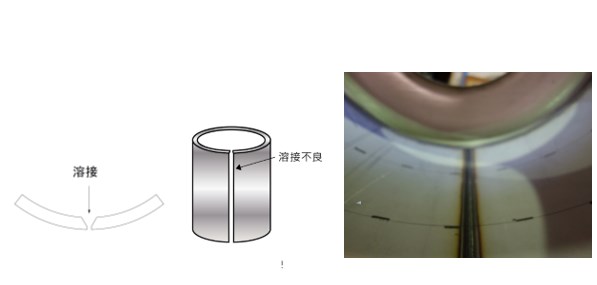
ステンレス圧力容器やステンレスタンクの胴部の設計を行う際は、実際に製作現場でどのような工程を経るのかを理解して設計することで、高品質の製品を得ることができます。特に小径(~φ500)程度のステンレス圧力容器やステンレスタンクの場合、胴部の長手、周溶接の内側からの開先溶接が困難であり、品質不良が発生しやすくなるため、外側からの開先溶接に変更することで、安定した製品生産を行うことができます。
関連記事